

Expert Scraped Surface Heat Exchanger Design from Leading China Manufacturer
As a seasoned expert in Scraped Surface Heat Exchanger Design, I understand the crucial role this equipment plays in various industries. Our products are specifically tailored to meet the needs of manufacturers in China, ensuring optimal heat transfer efficiency and reduced fouling during operations. With advanced engineering and durable materials, our heat exchangers are designed to enhance productivity while minimizing maintenance costs. I take pride in the fact that our solutions cater to diverse applications, from food processing to pharmaceuticals, making us a reliable partner for your manufacturing needs. By collaborating with us, you’ll benefit from our commitment to quality and innovation, ensuring your operations run smoothly and effectively. If you’re searching for a dependable manufacturer that values your success, let’s connect and explore how our Scraped Surface Heat Exchangers can elevate your business.
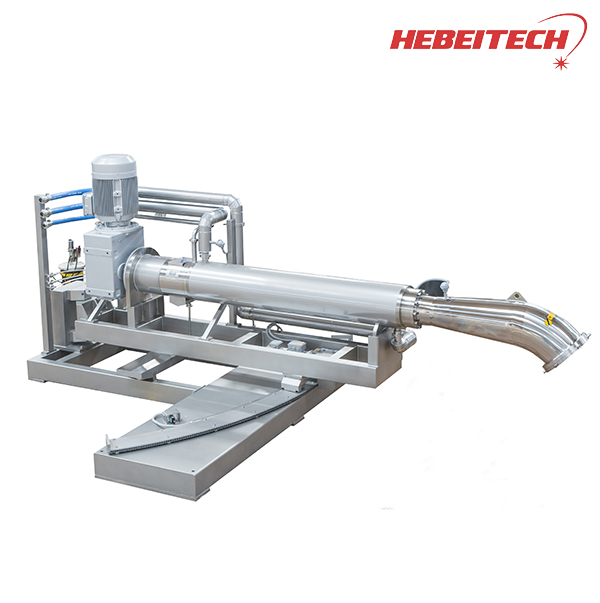





Scraped Surface Heat Exchanger Design Application Service
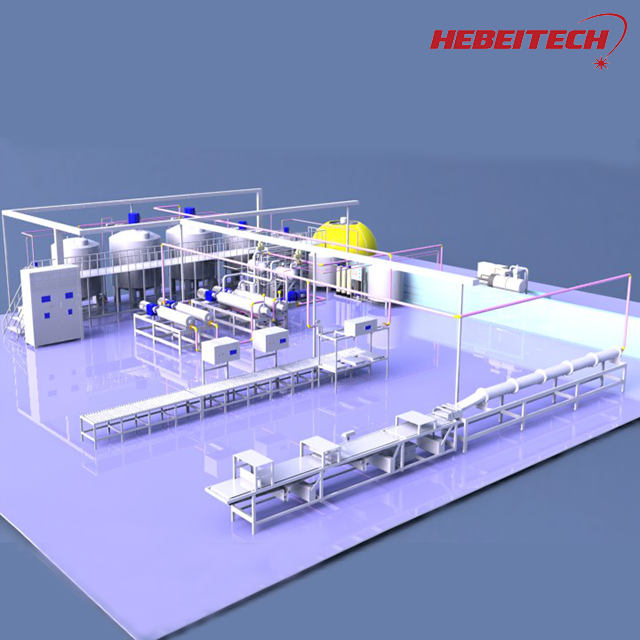
In today's rapidly advancing industrial landscape, the role of efficient heat transfer technology cannot be overstated. Scraped surface heat exchangers have emerged as a vital solution for industries where viscosity, fouling, and heat sensitivity are critical factors. These innovative devices not only enhance heat exchange efficiency but also ensure that product integrity is maintained during processing. As global industries continue to expand, the demand for advanced heat exchanger systems that cater to diverse applications has significantly increased. Our design application services for scraped surface heat exchangers leverage cutting-edge technology and in-depth expertise to deliver customized solutions that meet specific operational needs. Whether in food processing, pharmaceuticals, or chemical production, our offerings optimize thermal performance and enhance energy efficiency, resulting in cost savings and improved productivity. By utilizing sophisticated modeling techniques and rigorous testing procedures, we can provide tailored designs that accommodate varying process conditions, thus maximizing the overall effectiveness of thermal operations. Furthermore, our commitment to quality and innovation ensures that each heat exchanger is manufactured to the highest standards, utilizing durable materials that can withstand challenging environments. By prioritizing reliability and performance, we equip businesses around the globe with the tools they need to stay competitive in an evolving market. Partnering with us means investing in solutions that not only enhance operational efficiency but also contribute to sustainability goals through reduced energy consumption and waste.
Scraped Surface Heat Exchanger Design Application Service
| Application Area | Fluid Type | Operating Temperature (°C) | Heat Transfer Rate (kW) | Design Configuration |
|---|---|---|---|---|
| Food Processing | Milk | 85 | 50 | Vertical |
| Chemical Processing | Benzene | 95 | 70 | Horizontal |
| Pharmaceutical | Water | 60 | 30 | Vertical |
| Oil & Gas | Crude Oil | 120 | 90 | Horizontal |
| Waste Management | Sewage | 30 | 20 | Vertical |
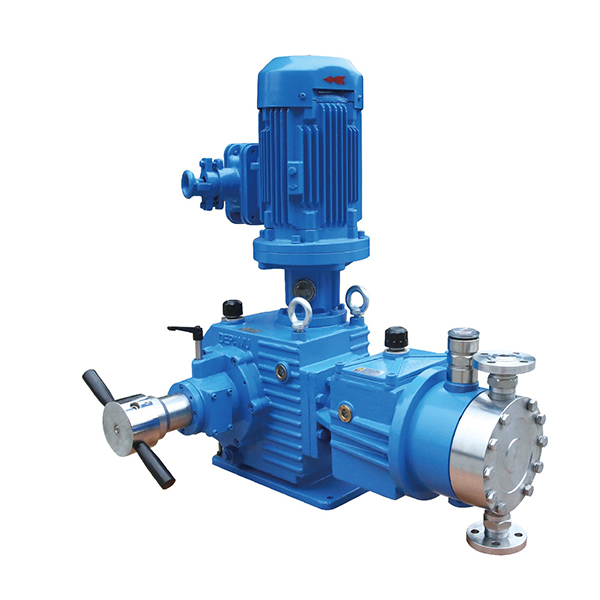
Related Products







Scraped Surface Heat Exchanger Design Industry Leaders Your End-to-End Solution
Top Selling Products


- Related Blog
- Reviews

-

Phone
-

E-mail
-

Whatsapp
-
Whatsapp

-

WeChat
Judy

-

Top