

Wholesale Scraped Surface Heat Exchangers from Trusted Manufacturers
When it comes to efficient thermal transfer, my team and I understand the vital role that Scraped Surface Heat Exchangers play in various industrial applications. As a wholesale supplier, I work closely with manufacturers to ensure that our products meet the highest standards of quality and performance. With our Scraped Surface Heat Exchangers, you’ll experience superior heat transfer efficiency, even in challenging processes like food production or chemical processing. These exchangers are designed to minimize fouling, allowing for consistent operation and reduced maintenance costs. We pride ourselves on offering tailored solutions that fit your unique needs, whether you’re scaling up production or optimizing existing systems. Plus, collaborating directly with manufacturers means I can provide competitive pricing without compromising on quality. If you’re looking for a reliable source for Scraped Surface Heat Exchangers, let’s connect and see how we can support your business in achieving its thermal management goals.





Scraped Surface Heat Exchangers Products Trusted by Pros
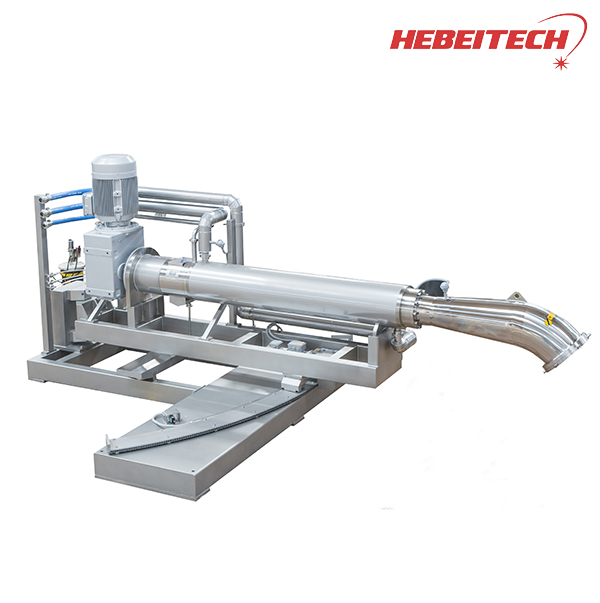
When it comes to efficient thermal management solutions, Scraped Surface Heat Exchangers stand out as indispensable tools in various industrial applications. These specialized exchangers are engineered to handle challenging processes, such as viscous fluids, that require optimal heat transfer while minimizing fouling. Their unique design features continuous scraping of the heat transfer surfaces, which not only enhances thermal efficiency but also extends the operational life of the equipment. This is why professionals in the food, pharmaceutical, and chemical sectors are increasingly relying on this technology for their critical processes. For global buyers seeking reliable and high-performing heat exchangers, investing in top-notch scraped surface models can lead to significant operational advantages. These products ensure consistent product quality and process reliability, reducing downtime and maintenance costs. Moreover, as industries push for sustainability, these exchangers contribute to energy efficiency, ultimately supporting corporate responsibility goals. When selecting a supplier, it is paramount to partner with manufacturers who prioritize advanced engineering, quality materials, and rigorous testing to guarantee performance under various operating conditions. The demand for Scraped Surface Heat Exchangers is growing, driven by the need for advanced thermal management in diverse applications. As procurement professionals explore options, they should consider the long-term benefits of integrating superior heat exchange technology into their operations. With a focus on innovation and quality, selecting the right heat exchangers can elevate process efficiency and meet the stringent demands of today’s competitive industrial landscape.
Scraped Surface Heat Exchangers Products Trusted by Pros
| Model | Application | Material | Efficiency Rating | Size (mm) |
|---|---|---|---|---|
| SSHE-100 | Food Processing | Stainless Steel | A+ | 800 x 600 |
| SSHE-200 | Chemical Processing | Carbon Steel | A | 1000 x 800 |
| SSHE-300 | Pharmaceuticals | Titanium | A++ | 1200 x 900 |
| SSHE-400 | Beverage Industry | Aluminum | B+ | 950 x 750 |
Related Products






Scraped Surface Heat Exchangers Manufacturer Ahead of the Curve
Top Selling Products




- Related Blog
- Reviews

-

Phone
-

E-mail
-

Whatsapp
-
Whatsapp

-

WeChat
Judy

-

Top